Магнитопорошковый контроль сварных швов, или МПД, применяют для выявления поверхностных и подповерхностных дефектов в изделиях и сварных соединениях из ферромагнитных материалов. Метод помогает обнаруживать трещины, непровары, несплавления и другие нарушения сплошности без разрушения контролируемой конструкции. Оборудование и материалы для метода собраны в разделе магнитопорошкового контроля.
Суть магнитопорошкового контроля заключается в том, что зону сварного шва намагничивают, а затем наносят магнитный порошок или суспензию. В местах дефектов возникает магнитное поле рассеяния: частицы порошка скапливаются над дефектом и делают его видимым для специалиста. Поэтому метод особенно востребован при контроле сварных соединений трубопроводов, металлоконструкций, деталей машин, сосудов, резервуаров и ответственных узлов из стали.
Что такое магнитопорошковый контроль сварных швов
Магнитопорошковый метод основан на регистрации магнитных полей рассеяния, которые возникают над дефектами при намагничивании изделия. Для визуализации этих полей используют ферромагнитные частицы: сухой магнитный порошок или магнитную суспензию в жидкой среде.
Если в зоне сварного шва есть трещина, непровар, несплавление или другой дефект, магнитные силовые линии искажаются. Частицы порошка перемещаются к месту максимальной концентрации поля и образуют заметный валик или индикацию над дефектом. По форме, расположению и интенсивности этой индикации специалист оценивает наличие и характер нарушения сплошности.
Эффективность магнитопорошкового контроля зависит от напряженности магнитного поля, ориентации дефекта относительно направления намагничивания, магнитных свойств материала, состояния поверхности и характеристик применяемого порошка или суспензии.
Какие дефекты сварных соединений выявляет МПД
Магнитопорошковый контроль наиболее уверенно выявляет плоскостные дефекты, расположенные на поверхности или на небольшой глубине под поверхностью. Особенно хорошо обнаруживаются дефекты, вытянутые под прямым или близким к нему углом относительно направления магнитного потока.
| Дефект сварного шва | Выявляется магнитопорошковым методом | Комментарий |
|---|---|---|
| Поверхностные трещины | Да | Один из основных типов дефектов для МПД |
| Подповерхностные трещины | Да | Обычно выявляются при небольшой глубине залегания |
| Непровары | Да | Лучше обнаруживаются при удачной ориентации дефекта |
| Несплавления | Да | Хорошо выявляются как плоскостные дефекты |
| Подрезы | Частично | Зависит от формы дефекта и состояния поверхности |
| Поры | Ограниченно | Округлые дефекты создают слабое поле рассеяния |
| Шлаковые включения | Ограниченно | Лучше выявляются крупные и близкие к поверхности включения |
| Раковины | Ограниченно | Эффективность ниже, чем для трещин и непроваров |
На практике магнитопорошковым методом выявляют поверхностные и подповерхностные трещины с очень малым раскрытием, а также крупные дефекты, расположенные близко к поверхности. С увеличением глубины залегания дефекта скорость скопления магнитного порошка уменьшается, поэтому выявление и оценка характера дефекта становятся сложнее.
Где применяется магнитопорошковый метод
Магнитопорошковый контроль применяют для проверки изделий, деталей и сварных соединений из ферромагнитных материалов с относительной магнитной проницаемостью не менее 40. Метод используют, когда нужно выявить невидимые невооруженным глазом поверхностные и подповерхностные нарушения сплошности.
Типовые объекты контроля:
- сварные швы трубопроводов;
- стыковые, угловые и тавровые сварные соединения металлоконструкций;
- элементы грузоподъемного оборудования;
- детали машин и механизмов;
- сосуды, резервуары и емкости;
- литые, кованые и штампованные детали;
- ответственные узлы из ферромагнитных сталей.
Для сварных швов магнитопорошковый метод особенно полезен при поиске трещин, непроваров и несплавлений, которые могут снижать прочность соединения и приводить к развитию повреждений при эксплуатации.
Этапы магнитопорошкового контроля сварного шва
Методика проведения магнитопорошкового контроля включает несколько основных операций. Последовательность работ может уточняться в зависимости от нормативной документации, объекта контроля, типа материала и применяемого оборудования.
- Подготовка поверхности сварного шва и околошовной зоны.
- Очистка от грязи, масла, окалины, шлака, ржавчины и покрытий, мешающих контролю.
- Подготовка магнитного порошка или суспензии.
- Выбор способа намагничивания.
- Намагничивание контролируемого участка.
- Нанесение порошка или суспензии на поверхность.
- Осмотр зоны контроля и выявление индикаций.
- Оценка обнаруженных дефектов.
- Размагничивание изделия при необходимости.
- Оформление результата контроля.
При работе со сварными соединениями обычно контролируют не только сам шов, но и околошовную зону основного металла. Ширина зоны контроля зависит от требований нормативной документации и конструкции изделия.
Требования к поверхности перед контролем
Качество подготовки поверхности напрямую влияет на достоверность магнитопорошкового контроля сварных швов. Перед проверкой шов и прилегающие участки очищают от загрязнений, следов масла, шлака после сварки, окалины, рыхлой ржавчины и других покрытий, которые могут мешать образованию и визуальной оценке индикаций.
Поверхности сварных соединений и околошовных зон очищают на ширину, установленную технологией контроля. В исходной методике указывается зона не менее 20 мм с каждой стороны, если иное не задано применимой документацией.
На контролируемой поверхности не должно быть резких западаний, наплывов, натеков, незаполненных кратеров и других видимых дефектов, которые мешают осмотру. Такие дефекты устраняют до проведения магнитопорошкового контроля. Рекомендуемая шероховатость поверхности для надежного контроля - не грубее Ra 6,3 мкм, если другие требования не заданы нормативной или проектной документацией.
Виды магнитных порошков и суспензий
Магнитные порошки служат для визуального определения магнитных полей рассеяния над дефектами. Во внешнем магнитном поле частицы обычно не существуют изолированно: из-за магнитной коагуляции они образуют цепочки, длина и устойчивость которых зависят от характеристик порошка, вязкости среды и длительности воздействия поля.
В магнитопорошковой дефектоскопии используют разные виды индикаторных материалов:
- сухие магнитные порошки;
- магнитные суспензии на водной или масляной основе;
- цветные порошки для контроля при видимом освещении;
- люминесцентные материалы для контроля в УФ-излучении.
По составу порошки могут быть железными, полученными измельчением окалины, изготовленными из технического или синтетического магнетита, а также из ферромагнитной окиси железа. Выбор материала зависит от требуемой чувствительности, условий контроля, освещенности, состояния поверхности и применяемого оборудования.
Для контроля сварных швов на объекте часто удобны переносные решения: сухие порошки, аэрозольные материалы, готовые суспензии и комплекты для магнитопорошковой дефектоскопии.
Виды намагничивания
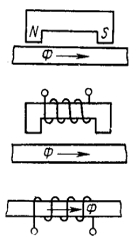
Магнитопорошковый контроль можно проводить способом приложенного магнитного поля или способом остаточной намагниченности. В практике применяют несколько схем намагничивания: продольное, циркулярное и комбинированное.
| Наименование способа | Средство намагничивания | Графическая схема |
| Продольное (полюсное) |
Постоянным магнитом Электромагнитом Соленоидом |
 |
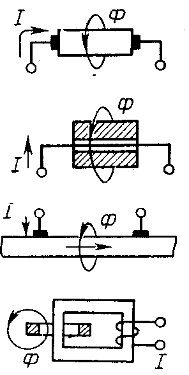
| Циркулярное |
Пропусканием тока по детали С помощью провода с током, помещаемого в отверстие детали С помощью контактов, устанавливаемых на деталь Индуцированием тока в детали |
 |
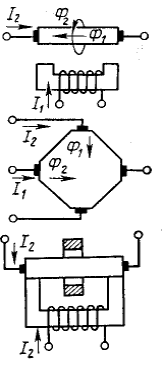
| Комбинированное |
Пропусканием тока по детали и с помощью электромагнита Пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направлениях Индуцированием тока в детали и током, проходящим по проводнику, помещаемому в отверстие детали |
 |
При контроле сварных швов важно правильно выбрать направление намагничивания. Плоскостные дефекты лучше выявляются, когда их наибольший размер расположен под прямым или близким к нему углом относительно направления магнитного потока. Если ориентация дефекта неизвестна, применяют несколько направлений намагничивания или комбинированный способ.
Комбинированный способ осуществляют при одновременном намагничивании изделия двумя или несколькими магнитными полями. Например, при контроле трубы можно использовать соленоид и проводник, проходящий внутри трубы. В результате силовые линии проходят через разные участки объекта под разными углами, что повышает вероятность обнаружения разноориентированных дефектов.
Циркулярный способ применяют для выявления продольных дефектов: трещин, непроваров и вытянутых шлаковых включений. Он эффективен при контроле цилиндрических элементов и сварных соединений, где важно выявить дефекты определенной ориентации.
Оборудование для магнитопорошкового контроля сварных швов
Для магнитопорошкового контроля сварных швов используют намагничивающие устройства, индикаторные материалы и вспомогательные средства. Комплект оборудования подбирают с учетом формы изделия, толщины металла, условий работы, требуемой чувствительности и выбранного способа контроля. В каталоге можно посмотреть магнитопорошковые дефектоскопы и электромагниты.
К основному оборудованию относятся:
- магнитопорошковые дефектоскопы;



- электромагниты и магнитные клещи;
- постоянные магниты;
- соленоиды и кабели для намагничивания;
- сухие магнитные порошки;
- магнитные суспензии и концентраты;
- УФ-светильники для люминесцентного контроля;

- контрольные образцы для проверки чувствительности;
- индикаторы магнитного поля;
- средства очистки и подготовки поверхности.
Широкое распространение получили переносные и передвижные дефектоскопы. Они удобны для контроля крупногабаритных деталей, металлоконструкций, трубопроводов и сварных соединений в полевых условиях, когда невозможно использовать стационарное оборудование. В качестве примеров можно рассмотреть МД-6, АТРИМАГ-2Г, ПРОМТ МПД-ПМ и ПРОМТ МПД-DC.
Передвижные и переносные универсальные дефектоскопы позволяют выполнять циркулярное намагничивание с помощью токовых контактов, продольное намагничивание с помощью кабеля, навиваемого на деталь, а также намагничивание электромагнитом. В зависимости от модели прибор может работать с переменным, постоянным, выпрямленным или импульсным током.
Когда магнитопорошковый контроль подходит, а когда нет
Магнитопорошковый контроль сварных швов подходит для ферромагнитных материалов, прежде всего сталей, которые способны эффективно намагничиваться. Метод применяют, когда нужно быстро и наглядно выявить поверхностные и близкие к поверхности дефекты без разрушения изделия.
Метод особенно полезен, если:
- нужно проверить сварной шов на трещины, непровары и несплавления;
- объект изготовлен из ферромагнитной стали;
- есть доступ к контролируемой поверхности;
- требуется быстрый результат на объекте;
- контроль проводится в рамках производственной, ремонтной или приемочной проверки.
Ограничения метода:
- не применяется для немагнитных материалов, например алюминия и медных сплавов;
- хуже работает по толстым покрытиям, загрязнениям, окалине и высокой шероховатости;
- менее эффективен для округлых дефектов, таких как поры и раковины;
- чувствительность зависит от ориентации дефекта относительно магнитного поля;
- требуется правильный подбор режима намагничивания и индикаторного материала.
Если материал не является ферромагнитным или требуется выявить глубокие внутренние дефекты, магнитопорошковый контроль дополняют другими методами неразрушающего контроля: ультразвуковым, радиографическим, капиллярным или визуально-измерительным.
Как выбрать комплект для контроля сварных швов
Для контроля сварных соединений обычно подбирают не один прибор, а рабочий комплект. В него могут входить дефектоскоп или электромагнит, магнитный порошок или суспензия, УФ-светильник при люминесцентном контроле, контрольные образцы, индикаторы поля и средства подготовки поверхности.
При выборе комплекта учитывают:
- тип сварного соединения;
- материал и толщину изделия;
- доступность зоны контроля;
- условия работы: цех, монтажная площадка, полевая проверка;
- требуемый уровень чувствительности;
- вид контроля: цветной или люминесцентный;
- требования ГОСТ, отраслевой или проектной документации.
Если нужно подобрать оборудование для магнитопорошкового контроля сварных швов, специалисты А3 Инжиниринг помогут выбрать дефектоскопы, электромагниты, порошки и суспензии, УФ-светильники и контрольные образцы под конкретную задачу.
Частые вопросы
Что выявляет магнитопорошковый контроль сварных швов?
Метод выявляет поверхностные и подповерхностные дефекты в ферромагнитных материалах: трещины, непровары, несплавления и другие нарушения сплошности. Лучше всего обнаруживаются плоскостные дефекты, ориентированные под углом к направлению магнитного поля.
Можно ли применять МПД для алюминиевых сварных швов?
Нет. Магнитопорошковый метод применяют для ферромагнитных материалов. Для алюминия, меди и других немагнитных материалов используют другие методы контроля, например капиллярный, ультразвуковой или радиографический.
Нужно ли очищать сварной шов перед контролем?
Да. Шов и околошовную зону очищают от грязи, масла, шлака, окалины, ржавчины и покрытий, которые мешают контролю. Качество подготовки поверхности напрямую влияет на достоверность результата.
Какое оборудование нужно для МПД сварных соединений?
Для контроля используют магнитопорошковый дефектоскоп или электромагнит, магнитный порошок или суспензию, средства нанесения, контрольные образцы, индикаторы магнитного поля и, при люминесцентном методе, УФ-светильник.
Чем магнитопорошковый контроль отличается от капиллярного?
Магнитопорошковый контроль применяют только для ферромагнитных материалов и он может выявлять не только поверхностные, но и близкие к поверхности дефекты. Капиллярный контроль подходит для более широкого круга материалов, но выявляет только дефекты, открытые на поверхность.
| Наименование способа | Средство намагничивания | Графическая схема |
| Продольное (полюсное) |
Постоянным магнитом Электромагнитом Соленоидом |
 |
| Циркулярное |
Пропусканием тока по детали С помощью провода с током, помещаемого в отверстие детали С помощью контактов, устанавливаемых на деталь Индуцированием тока в детали |
 |
| Комбинированное |
Пропусканием тока по детали и с помощью электромагнита Пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направлениях Индуцированием тока в детали и током, проходящим по проводнику, помещаемому в отверстие детали |