г. Москва, Нагорный проезд д.7 стр. 1
Пн-Пт: 9:00-18:00 Сб-Вс: выходной







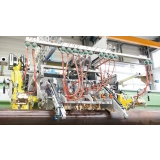

Ультразвуковой контроль труб, сваренных методом сопротивления
Производство труб сваркой методом сопротивления включает в себя несколько этапов неразрушающего контроля. Неразрушающий контроль решает две основные задачи: во-первых, контроль сварного шва непосредственно после сварки, для настройки оптимальных режимов сварочного оборудования, во-вторых, итоговый контроль готовой трубной продукции (выходной контроль). Как правило, в процессе производства трубной продукции используются до четырех систем ультразвукового контроля.
На первом этапе выполняется контроль полосы. Сканирование может осуществляться как в продольном направлении, так и возвратно-посту- пательным движением.
Сразу после проведения сварочных работ производится первая проверка качества сварного соединения. Таким образом, выявляются продо- льные дефекты. Иногда для контроля надлежащего удаления грата с внутренней стенки трубы используют преобразователь, установленный на колеблющейся каретке.
После резки труб проводится итоговый контроль сварного соединения (offline-контроль). Для этого используется портальная система с колеблющейся кареткой. Использование портальной системы даёт определенные преимущества, поскольку труба остается неподвижной, что предотвращает вибрацию и искажение результатов контроля. Концы труб также можно проверить при помощи данной системы или при помощи специальной установки.
Оформить покупку в интернет-магазине. Вам необходимо добавить продукцию в электронную корзину, заполнить короткую заявку и отправить её нам.
Обратится к специалистам «А3 Инжиниринг». Написать на электронную почту, в WhatsApp, или позвонить по номеру телефона. Указать какая товарная позиция вас интересует, а также количество единиц, и получить счет на оплату.
Посетить наш офис, где можно протестировать продукцию, а после оформить заказ.
Наша компания работает с надёжными курьерскими службами, ответственными транспортными компаниями, что позволяет организовать обслуживание клиентов на высшем уровне. Доставка осуществляется по всей территории РФ, Казахстана и Беларуси.
Вы сами выбираете подходящую компанию для получения товара − «Деловые линии», ПЭК, СДЭК «СПСР-экспресс», DHL, «Курьер Сервис», «Грузовозофф». Стоимость доставки зависит от удалённости пункта назначения от нашего склада.
Пункт выдачи СДЕК в г. Москва: Нагорный проезд д.7 стр. 1.
Мы принимаем оплату безналичным способом. Вам необходимо осуществить перевод средств на расчётный счёт нашей компании. Все документы будут подготовлены максимально быстро − за 60-90 минут.
Вместе с продукцией вы получаете:
Также к товару прилагаются официальные документы − инструкция, гарантийный талон, свидетельство о калибровке или поверке, если эти процедуры проводились. Узнать больше можно, позвонив нам по номеру +7 (800) 500-59-46.