






Магнитопорошковый метод неразрушающего контроля основан на притяжении магнитных частиц силами неоднородных магнитных полей, возникающих над дефектами в намагниченных изделиях.
При проведении магнитопорошкового контроля ферромагнитные частицы, взвешенные в жидкости. или воздухе, попадая в магнитное поле, намагничиваются и притягиваются друг к другу, образуя цепочки, ориентированные по магнитным силовым линиям поля. Процесс образования цепочек из частиц порошка называют магнитной коагуляцией.
Соединение частиц в цепочки происходит еще до оседания их над дефектом под действием внешнего намагничивающего поля или поля полюсов детали. Накопление порошка над дефектами происходит в основном частицами, соединенными в цепочки, и отдельными частицами. Поэтому выявляемость дефектов непосредственно связана с интенсивностью магнитной коагуляции.
Наличие и протяженность индикаторнных рисунков, полученных в результате воздействия полями в области дефектов регистрируют визуально, в том числе с помощью оптических приборов, а также автоматическими устройствами обработки изображения.
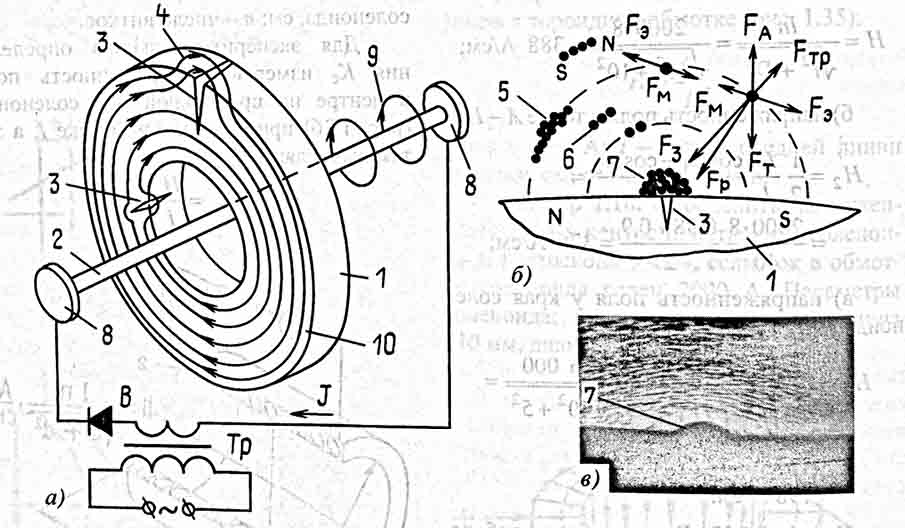
Рис. 1. Принципиальная схема проведения МПД. а) схема образования магнитного поля над трещиной. б) схема сил, действующих на частицу в поле рассеяния трещины. в) контролируемый участок, увеличенный в 20 раз
В – выпрямитель, 1 – объект контроля, 2 – медный стержень с током, 3 – трещины,
4 – поля рассеяния, 5,6 – цепочки частиц порошка, 7 – порошок над трещиной, 8 – контактные диски, 9 – поле вокруг стержня, 10 – магнитные линии в детали, Тр – силовой трансформатор, F3 – сила магнитного поля, направленная к месту расположения трещины, Fт – сила тяжести, Fa – сила выталкивающего действия в жидкости, Fтр – сила трения, Fэ и Fм – силы электростатического и магнитного взаимодействия между частицами, Fp – результирующая сила.
Если по центральному проводнику 2, проходящему через полую деталь 1, пропустить электрический ток 7, то возникший магнитный поток замыкается по детали (рис. 1). В местах трещин он выходит за пределы детали, образуя неоднородное магнитное поле рассеяния 4 и местные магнитные полюсы N и S. Под действием поля этих полюсов частицы притягиваются и накапливаются над трещиной.
Причина образования поля над дефектом - высокие значения магнитных сопротивлений в дефекте (как воздушном промежутке) и под дефектом. Под дефектом индукция В имеет большее, а магнитная проницаемость меньшее значения, чем в прилегающих к трещине областях материала. Обтекая область высокого магнитного сопротивления, магнитный поток образует магнитные поля рассеяния над дефектами на поверхности его расположения, например, на внешней поверхности образца (детали), а также с противоположной стороны, т.е. на внутренней его поверхности.
Для обнаружения несплошности на поверхности детали наносят магнитный порошок, взвешенный в воздухе (сухим способом) или в жидкости (способом суспензии). На частицу в находящуюся в поле рассеяния будут действовать силы: магнитного поля , F3 (см. рис. 1, б), направленная в область наибольшей плотности магнитных силоых линий, т.е. к месту расположения трещины; тяжести Fт; выталкивающего действия жидкости Fа, трения Fтр; силы электростатического F3 и магнитного Fм взаимодействий, возникающие между частицами. В магнитном поле частицы намагничиваются и соединяются в цепочки 5 и 6. Под действием результирующей силы Fр частицы притягиваются к трещине и накапливаются над ней. Ширина полоски (валика) из осевшего порошка значительно больше ширины раскрытия трещины. По этому осаждению (индикаторному рисунку) определяют наличие дефектов.
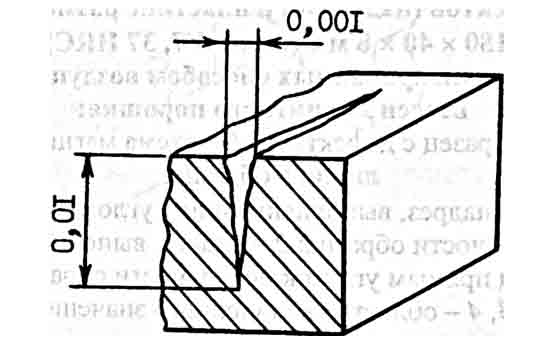
Минимальные размеры трещин, выявляемые магнитопорошковым методом, показаны на рис. 2: глубина 0,01 мм, ширина 0,001 мм, длина 0,5 мм.
Из изложенного следует, что в поле дефекта происходят следующие физические процессы:
- намагничивание ферромагнитных частиц и соединение их в цепочки с ориентацией по магнитным силовым линиям поля в области дефекта;
- движение образующихся цепочечных структур, а также отдельных частиц к месту расположения дефектов;
- накопление ферромагнитных частиц над дефектами.
По виду осевшего порошка судят о характере несплошности и принимают решение об отбраковке детали.
На все поставляемое оборудование в разделе Магнитопорошковый контроль предоставляется гарантия в соответствии с технической документацией. В А3 Инжиниринг возможна доставка в любой регион России.